Well, I'm finally doing it. Turning that titanium. I've upgraded my atlas steady rest to having bearings and that has helped a lot. My first cuts were to face off the end. Since I was just hitting the high spots I was not running the Midget sprayer. I wear magnifying safety glasses to help my vision while working machinery. So when I had a small chip flare off, it was rather bright. LOL
Anyhow, when turning the outside diameter I ran into a problem. I tried to take a cut of around 5 thousandths (the Atlas has direct dials). It started to cut and then just kinda rode on top of the work. After realizing that I was not cutting I took the 10% cobalt tool off and sharpened it. Then I tried a 10 thousandths cut and watched as the tool started to cut, and then jumped up on top of the surface. I reset for a 20 thousandths cut and started cutting beautifully. The next cut was at 10 thousandths and it did fine - I was finally though the hardened surface.
Now on to my questions. I know I'm supposed to feed fast and turn slow. What would y'all recommend as a cutting depth? Also, as I get close to my final diameter I have always slowed my carriage feed down and taken lighter cuts of just a couple thou. I'm concerned that this will cause the titanium to harden. What do y'all recommend for procedures as I get close to the final diameter?
Thank you folks for all your help.
I'm turning titanium!!! Questions?
-
L1A1Rocker

- Silent But Deadly
- Posts: 3578
- Joined: Wed Feb 21, 2007 5:40 pm
- Location: Texas Hill Country
-
T-Rex

- Silent But Deadly
- Posts: 1865
- Joined: Wed Oct 29, 2014 3:38 pm
- Location: CT - The AntiConstitution State
Re: I'm turning titanium!!! Questions?
Wish I could help more, relating to the Ti, but I've never turned it, personally.
As to the machine setup:
I would recommend a live center, whenever possible and turning the OD is a perfect time. It will definitely help with countering deflection.
Are you using the same tool bit for roughing as with finishing?
What radius are you using for finishing?
Basically, what tool are you using, profile, etc?
A pic if you are unsure.
Hard to explain feeds and speeds, on another's machine, w/o knowing the particulars.
Do you use a handbook? Or try this site
As to the machine setup:
I would recommend a live center, whenever possible and turning the OD is a perfect time. It will definitely help with countering deflection.
Are you using the same tool bit for roughing as with finishing?
What radius are you using for finishing?
Basically, what tool are you using, profile, etc?
A pic if you are unsure.
Hard to explain feeds and speeds, on another's machine, w/o knowing the particulars.
Do you use a handbook? Or try this site
Completed Builds www.silencertalk.com/forum/viewtopic.php?t=79895
Burst Calculator www.engineersedge.com/calculators/pipe_bust_calc.htm
Silencer Porn www.instagram.com/explore/tags/silencerporn/
Burst Calculator www.engineersedge.com/calculators/pipe_bust_calc.htm
Silencer Porn www.instagram.com/explore/tags/silencerporn/
Re: I'm turning titanium!!! Questions?
I'm sure the pros will soon log in, but until then:
I am working on my first Ti suppressor as I write this. I use a cheap Smithy 1220XL 3 in one hobby machining center. I do not have a coolant flooding system and have only used some thread cutting oil when cutting the internal and external 24tpi threads. All has been OK with that.
I have had difficulties in using a cut-off/parting tool to cut through the 1.625 round stock for the end caps. It takes about 10 re-sharpenings of the HSS tool to get through it. Same for drilling. Wish I could find a better method for those 2 procedures.
As for general turning, carbide is your friend. If you get your tooling set up correctly and stumble across the right feed rate, it makes for some beautiful finishes. I typically take .010 cuts until final, then .005 or .003 will do you.
I'm just starting on the Ks today, so in a couple of days I will probably have a more pointers for you. But, until the experts weigh in, that is what is working for me.
I am working on my first Ti suppressor as I write this. I use a cheap Smithy 1220XL 3 in one hobby machining center. I do not have a coolant flooding system and have only used some thread cutting oil when cutting the internal and external 24tpi threads. All has been OK with that.
I have had difficulties in using a cut-off/parting tool to cut through the 1.625 round stock for the end caps. It takes about 10 re-sharpenings of the HSS tool to get through it. Same for drilling. Wish I could find a better method for those 2 procedures.
As for general turning, carbide is your friend. If you get your tooling set up correctly and stumble across the right feed rate, it makes for some beautiful finishes. I typically take .010 cuts until final, then .005 or .003 will do you.
I'm just starting on the Ks today, so in a couple of days I will probably have a more pointers for you. But, until the experts weigh in, that is what is working for me.
Still awaiting an original & riveting thought for signature line; stand by...........

Re: I'm turning titanium!!! Questions?
What kind of radius is on the nose of the cutting tool? I'm going to venture a guess from what you described as the tool is able to push the work "back" a little - the tool isn't moving out of the cut, the work is being pushed out of the cut. Have you tried your follow rest?
I set my feed rate with the gearbox like I'm going to thread 28 tpi which I think converts to .0015" per revolution with the feed rod. .030-.050" DOC, & 200-300 rpm. That works well for me with carbide insert tooling. The chip comes off as a long continuous springy coil. Renders chipbreakers irrelevant. Under flood coolant I get no color change in the chip - doesn't get darker gray or straw color.
You won't need a finish pass - at least i don't. It just turns with a fantastic surface finish. If you aren't getting a great surface finish try a different tool, but I get the same bright & smooth finish like you get with 7075.
I set my feed rate with the gearbox like I'm going to thread 28 tpi which I think converts to .0015" per revolution with the feed rod. .030-.050" DOC, & 200-300 rpm. That works well for me with carbide insert tooling. The chip comes off as a long continuous springy coil. Renders chipbreakers irrelevant. Under flood coolant I get no color change in the chip - doesn't get darker gray or straw color.
You won't need a finish pass - at least i don't. It just turns with a fantastic surface finish. If you aren't getting a great surface finish try a different tool, but I get the same bright & smooth finish like you get with 7075.
--------------------------------------
"Sorry but you cannot use search at this time. Please try again in a few minutes"
"This board is currently disabled"
These things make me
"Sorry but you cannot use search at this time. Please try again in a few minutes"
"This board is currently disabled"
These things make me
Re: I'm turning titanium!!! Questions?
Plodder - I'd stop where you are until you can make a flood system. I don't think you're going to make K's out of Ti w/o coolant. I don't have a mist system so don't know if that's sufficient but I suspect not. I know flood works.
If you goof up & harden the outside OD turning you can usually just take a deeper cut & get past it. Once you're on the outside or inside of a cone, you're just going to break stuff when you harden it. You can make a very effective but cheap flood system with common parts from Harbor Freight and/or Lowes. Submersible fountain pump, tubing, 5 gal bucket, & brass fittings. Mine took all of 5 hrs to make which included going to the store to get parts. I forget how much it cost but it was under $50 not counting the coolant itself.
If you goof up & harden the outside OD turning you can usually just take a deeper cut & get past it. Once you're on the outside or inside of a cone, you're just going to break stuff when you harden it. You can make a very effective but cheap flood system with common parts from Harbor Freight and/or Lowes. Submersible fountain pump, tubing, 5 gal bucket, & brass fittings. Mine took all of 5 hrs to make which included going to the store to get parts. I forget how much it cost but it was under $50 not counting the coolant itself.
--------------------------------------
"Sorry but you cannot use search at this time. Please try again in a few minutes"
"This board is currently disabled"
These things make me
"Sorry but you cannot use search at this time. Please try again in a few minutes"
"This board is currently disabled"
These things make me
-
T-Rex
- Silent But Deadly
- Posts: 1865
- Joined: Wed Oct 29, 2014 3:38 pm
- Location: CT - The AntiConstitution State
Re: I'm turning titanium!!! Questions?
Absolutely. I made the same thing for the drill press. Used a 5gal rubbermaid tub instead of bucket. I dont think I had $25 into it.CMV wrote:Plodder - I'd stop where you are until you can make a flood system. I don't think you're going to make K's out of Ti w/o coolant. I don't have a mist system so don't know if that's sufficient but I suspect not. I know flood works.
If you goof up & harden the outside OD turning you can usually just take a deeper cut & get past it. Once you're on the outside or inside of a cone, you're just going to break stuff when you harden it. You can make a very effective but cheap flood system with common parts from Harbor Freight and/or Lowes. Submersible fountain pump, tubing, 5 gal bucket, & brass fittings. Mine took all of 5 hrs to make which included going to the store to get parts. I forget how much it cost but it was under $50 not counting the coolant itself.
The fountain pump is like $9 from HF
Tubing in the plumbing section of HD w/ a hose clamp, I think it's 1/4" ID
Rubbermaid tub couldn't have been but $7-9
Didnt use any fittings, pump is either plugged in, and on, or not
I put one of those throw away Al tins, used for Ziti and Turkey roasting, on the top of the Rubbermaid tub. Bent it a bit for a low-spot center. Drilled small holes in it an riveted a green Scotch-brite pad to the underside. Keeps chips from making their way to the pump.
CMV, what size of a machine are you using?CMV wrote:.030-.050" DOC
Completed Builds www.silencertalk.com/forum/viewtopic.php?t=79895
Burst Calculator www.engineersedge.com/calculators/pipe_bust_calc.htm
Silencer Porn www.instagram.com/explore/tags/silencerporn/
Burst Calculator www.engineersedge.com/calculators/pipe_bust_calc.htm
Silencer Porn www.instagram.com/explore/tags/silencerporn/
Re: I'm turning titanium!!! Questions?
Coolant will help a lot, not plain water, but a coolant used for lathe/mill. I use Cimstar 40b pink, but you'll find all kinds of coolant types.
Going by memory, I had my spindle rpm around 300 and feed around .007". This was with cemented carbide sharpened on a diamond wheel, then by hand with a diamond file to get a sharp edge. I gave the cutting point a radius.
This was on Ti-64 (grade 5) annealed tubing that I took down from 2"OD to 1.792" with cut depth of .025". Using a bullnose live center. (Pic below).
If your new to lathe work, check out practicalmachinist.com, lots of info for the hobbyist and experts.

Going by memory, I had my spindle rpm around 300 and feed around .007". This was with cemented carbide sharpened on a diamond wheel, then by hand with a diamond file to get a sharp edge. I gave the cutting point a radius.
This was on Ti-64 (grade 5) annealed tubing that I took down from 2"OD to 1.792" with cut depth of .025". Using a bullnose live center. (Pic below).
If your new to lathe work, check out practicalmachinist.com, lots of info for the hobbyist and experts.

-
L1A1Rocker
- Silent But Deadly
- Posts: 3578
- Joined: Wed Feb 21, 2007 5:40 pm
- Location: Texas Hill Country
Re: I'm turning titanium!!! Questions?
Ohhh, editing. Reading back through this it doesn't read right. Sorry folks, the written words did not come across how I was saying them in my mind.
Ok, to get all the incidentals on the record. The lathe is an Atlas 12 x 36. Near as I can tell it's a post 1968 model. I have a couple of lathe manuals but the one I use the most is the Atlas Lathe Operators manual. I've been playing with the lathe now for apx 10 years but turning titanium is new. The coolant is formula 78 through a Midget Myster at apx 35 psi. Yes, I'm using a live center. I'm using the same tool for roughing and final cutting. I sharpen using a diamond hone wheel. The dials are direct measure dials.
Picture of my tool grinder. Please disregard the green wheel as I've replaced it with the diamond wheel.

Here are a number of pictures I took this afternoon:
Swarf at 20 thou

Various swarf

random pics





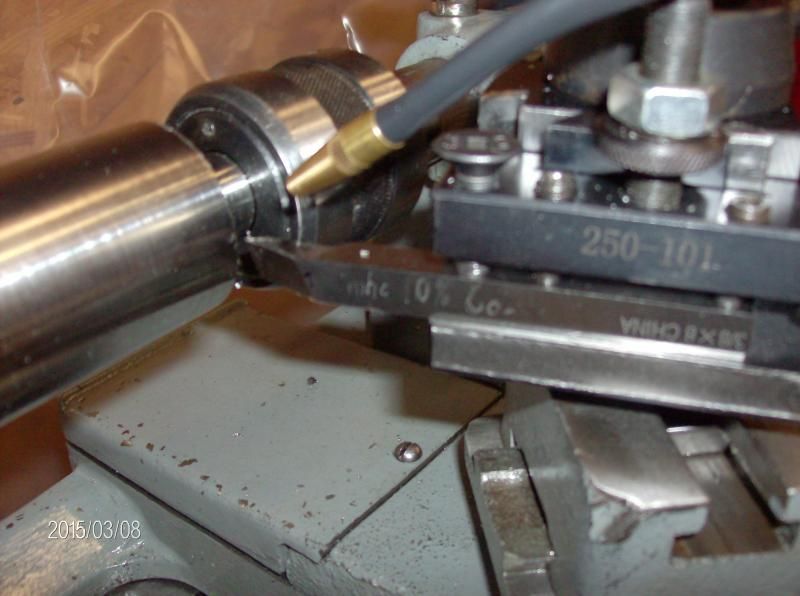
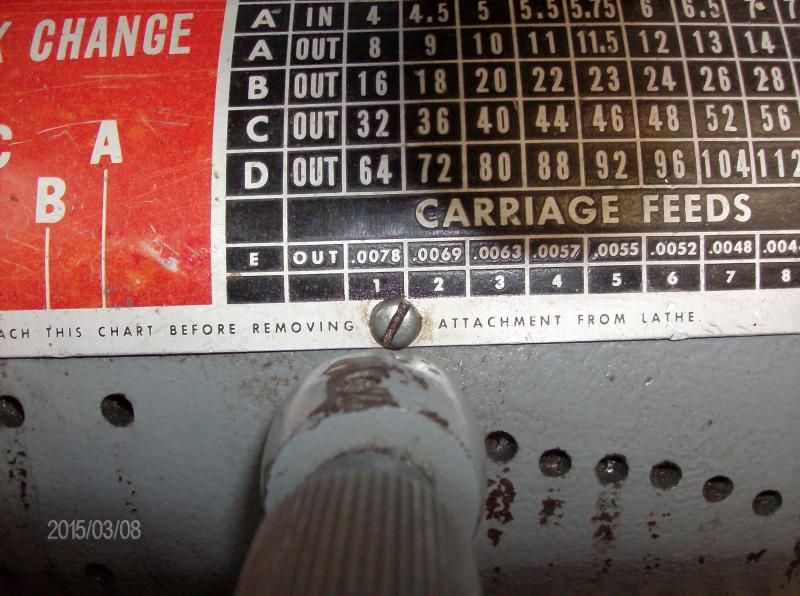
Video cutting at 5 thou with some showing the equipment I'm using. Note that the lathe is an underneath drive model with the dish table. It has a built in drain so if I need to it won't be a big deal to make a flood system, but the Midget seems to be doing a good job so far.

And another video showing the finish left.

I later did a cut at a slower feed rate that left an even better finish.
So, back to my questions: I normally slow the feed rate down and take finer cuts of only a few thou to finish things out. Do y'all see an issue with that? What do y'all recommend for a depth of cutting?
Thanks!!!
Ok, to get all the incidentals on the record. The lathe is an Atlas 12 x 36. Near as I can tell it's a post 1968 model. I have a couple of lathe manuals but the one I use the most is the Atlas Lathe Operators manual. I've been playing with the lathe now for apx 10 years but turning titanium is new. The coolant is formula 78 through a Midget Myster at apx 35 psi. Yes, I'm using a live center. I'm using the same tool for roughing and final cutting. I sharpen using a diamond hone wheel. The dials are direct measure dials.
Picture of my tool grinder. Please disregard the green wheel as I've replaced it with the diamond wheel.

Here are a number of pictures I took this afternoon:
Swarf at 20 thou

Various swarf

random pics







Video cutting at 5 thou with some showing the equipment I'm using. Note that the lathe is an underneath drive model with the dish table. It has a built in drain so if I need to it won't be a big deal to make a flood system, but the Midget seems to be doing a good job so far.
And another video showing the finish left.
I later did a cut at a slower feed rate that left an even better finish.
So, back to my questions: I normally slow the feed rate down and take finer cuts of only a few thou to finish things out. Do y'all see an issue with that? What do y'all recommend for a depth of cutting?
Thanks!!!
Last edited by L1A1Rocker on Sun Mar 08, 2015 8:16 pm, edited 1 time in total.
Re: I'm turning titanium!!! Questions?
7x10 HF mini lathe....T-Rex wrote: CMV, what size of a machine are you using?
J/K. 14x40, 2HP. Very similar to a G4003G.
I got extra fancy with my coolant system & added a ball valve so I can turn it on/off. Zip tied it to a spare magnetic base indicator holder. Not elegant at all, but it works.

--------------------------------------
"Sorry but you cannot use search at this time. Please try again in a few minutes"
"This board is currently disabled"
These things make me
"Sorry but you cannot use search at this time. Please try again in a few minutes"
"This board is currently disabled"
These things make me
Re: I'm turning titanium!!! Questions?
Sounds like good advice. I have thought about making a flood system before, but since the Smithy is only a benchtop mount, I am struggling with how to devise a capture/recycle system for the coolant so that I don't end up with an continuous mess on my garage floor.CMV wrote:Plodder - I'd stop where you are until you can make a flood system. I don't think you're going to make K's out of Ti w/o coolant. .
Any photos anyone has of a "homemade" type system for a benchtop would be appreciated! (sorry for the thread hi-jack)
Still awaiting an original & riveting thought for signature line; stand by...........
Re: I'm turning titanium!!! Questions?
This might help you some. Here are some cuts on Ti w/ 3 different tools. The brazed carbide bit is Enco's cheapest and you can see eBay's cheapest Cobra Carbide inserts on the smaller insert tool. BXA sized tooling. All this tooling was used a little before the cuts in the video. Not a lot, but not fresh from the package. If you're hogging off a lot of stock, listen to your machine. You want to remove as much material per pass as your tool & HP will allow. At least mine is that way - I can hear it having to really work if I'm taking too aggressive a cut. When it sounds like it's wanting to bog down a little I back off or don't go any deeper.
I said my machine was a 14x40 before - it's a 13x40.
http://youtu.be/zV34hYhGdfs Boring 4 min video
From that surface finish I'd say you're using too "pointy" of a tool. Put a little radius on it or else slow the feed way down to go from that ridged surface to a smooth one. Anyway, it's not a bad material for turning. I dislike drilling or parting it but I get by. But I'd rather turn Ti than 304 SS.
Not sure how drilling is going to work out for you with the mist. The only way I'm successful Is to point my coolant stream right into the hole I'm drilling
I said my machine was a 14x40 before - it's a 13x40.
http://youtu.be/zV34hYhGdfs Boring 4 min video
From that surface finish I'd say you're using too "pointy" of a tool. Put a little radius on it or else slow the feed way down to go from that ridged surface to a smooth one. Anyway, it's not a bad material for turning. I dislike drilling or parting it but I get by. But I'd rather turn Ti than 304 SS.
Not sure how drilling is going to work out for you with the mist. The only way I'm successful Is to point my coolant stream right into the hole I'm drilling
--------------------------------------
"Sorry but you cannot use search at this time. Please try again in a few minutes"
"This board is currently disabled"
These things make me
"Sorry but you cannot use search at this time. Please try again in a few minutes"
"This board is currently disabled"
These things make me
-
T-Rex
- Silent But Deadly
- Posts: 1865
- Joined: Wed Oct 29, 2014 3:38 pm
- Location: CT - The AntiConstitution State
Re: I'm turning titanium!!! Questions?
We started doing a lot of notching in SS piping, 2" was normal into Sch80.CMV wrote: I got extra fancy with my coolant system & added a ball valve so I can turn it on/off. Zip tied it to a spare magnetic base indicator holder. Not elegant at all, but it works.]
I told my boss we needed a coolant system so he said "I'll look into it", whatever that's worth.
I put together what I mentioned above and showed him.
The hose runs up the press and over the work via a bent coat-hanger, not my shiniest work.
I turned it on and cut through a piece of pipe.
He turned around and walked away.
In his hand was a printout for a $350 misting system from MSC.
Even the ugliest girl in the bar is worth bringing home, sometimes
I wanted to stay away from Ti until I read this.CMV wrote:But I'd rather turn Ti than 304 SS.
Completed Builds www.silencertalk.com/forum/viewtopic.php?t=79895
Burst Calculator www.engineersedge.com/calculators/pipe_bust_calc.htm
Silencer Porn www.instagram.com/explore/tags/silencerporn/
Burst Calculator www.engineersedge.com/calculators/pipe_bust_calc.htm
Silencer Porn www.instagram.com/explore/tags/silencerporn/
-
L1A1Rocker
- Silent But Deadly
- Posts: 3578
- Joined: Wed Feb 21, 2007 5:40 pm
- Location: Texas Hill Country
Re: I'm turning titanium!!! Questions?
Thanks for the tips. I'm really suprised at how well the titanium is turning so far. Like you said, it's easier than stainless - and not nearly as sharp LOL.CMV wrote:This might help you some. Here are some cuts on Ti w/ 3 different tools. The brazed carbide bit is Enco's cheapest and you can see eBay's cheapest Cobra Carbide inserts on the smaller insert tool. BXA sized tooling. All this tooling was used a little before the cuts in the video. Not a lot, but not fresh from the package. If you're hogging off a lot of stock, listen to your machine. You want to remove as much material per pass as your tool & HP will allow. At least mine is that way - I can hear it having to really work if I'm taking too aggressive a cut. When it sounds like it's wanting to bog down a little I back off or don't go any deeper. Thanks for that info. I've always been afraid to push things that much. Heck, I don't think I've ever taken more than a 20 thou cut - even on aluminum.
I said my machine was a 14x40 before - it's a 13x40.
http://youtu.be/zV34hYhGdfs Boring 4 min video Thanks for posting that.
From that surface finish I'd say you're using too "pointy" of a tool. Put a little radius on it or else slow the feed way down to go from that ridged surface to a smooth one. Anyway, it's not a bad material for turning. I dislike drilling or parting it but I get by. But I'd rather turn Ti than 304 SS. Yeah, I've got just a bit of a radius on it. The finish was much better with a feed rate of .0055.
Not sure how drilling is going to work out for you with the mist. The only way I'm successful Is to point my coolant stream right into the hole I'm drilling
LOL. That's just what I did when drilling the 60* center hole. It didn't seem to be any more difficult that stainless.
-
john.t.little1

- Silent But Deadly
- Posts: 243
- Joined: Thu Nov 24, 2011 12:13 pm
- Location: florida/iraq
Re: I'm turning titanium!!! Questions?
That's what confuses me when so many are afraid to machine it. If rather make a Ti can than a SS one any day. Glad you took the plunge. -John
"A man is known by the silence he keeps. - Oliver Herford"
"Gunpowder, treason and plot. I see no reason why gunpowder, treason
Should ever be forgot..."
"Gunpowder, treason and plot. I see no reason why gunpowder, treason
Should ever be forgot..."

Re: I'm turning titanium!!! Questions?
The words that stand out most in my mind that helped were.
Rigid, rigid, and rigid. If there is ANY flex in your setup, Titanium will find it!
Rigid, rigid, and rigid. If there is ANY flex in your setup, Titanium will find it!
Kyle O.
-
saigatechusa
- Silent Operator
- Posts: 63
- Joined: Wed Jun 12, 2013 10:29 am
Re: I'm turning titanium!!! Questions?
Machinist are always happy with a sharp tool and a rigid setup. 

Re: I'm turning titanium!!! Questions?
from a dude who cuts Ti for his day job.
get a carbide tool if you can
sharp edge 5° positive, 5° degrees rake
the rake pulls the cut back, the lead keeps it from pushing away.
I like smaller tool nose radii, it kinda depends on what you are doing
remember to always radially bury the tool nose to keep it from pushing off!
Ti is very "polite" and will gladly get out of the tools way "oh excuse me Mr tool, allow me to flex out of your way"
grade 1-4 is mostly pure and is the only grade of Ti I think is annoying (gummy smushy abrasive fire goo)
Grade 5 (also 37) (ti 6-4) is much better cutting.
get a carbide tool if you can
sharp edge 5° positive, 5° degrees rake
the rake pulls the cut back, the lead keeps it from pushing away.
I like smaller tool nose radii, it kinda depends on what you are doing
remember to always radially bury the tool nose to keep it from pushing off!
Ti is very "polite" and will gladly get out of the tools way "oh excuse me Mr tool, allow me to flex out of your way"
grade 1-4 is mostly pure and is the only grade of Ti I think is annoying (gummy smushy abrasive fire goo)
Grade 5 (also 37) (ti 6-4) is much better cutting.