After machining the external of a cone baffle and parting it off, it's time to turn it around in the lathe and carve out the innards.
Can anyone give any advice, or point to a place where help is posted, on aligning the cone so that it's "true" in the lathe jaws? Also, any advice on knowing when to stop so that you don't make the cone wall too thin?
Thanks folks!!!
Machining cone baffle, help requested.
-
L1A1Rocker

- Silent But Deadly
- Posts: 3578
- Joined: Wed Feb 21, 2007 5:40 pm
- Location: Texas Hill Country
-
a_canadian
- Silent But Deadly
- Posts: 1204
- Joined: Fri Oct 11, 2013 3:09 pm
Re: Machining cone baffle, help requested.
When making K baffles, and for the very few cones I've cut, I've cut out the inside first then carved the outside while still attached to the bar, only parting when I've got the wall thickness to where I want it. Seems a much more stable way to go about it. And that way you can just use the same angle for the cutter, just switch tool directions to carve away the outside.
-
Enfield577

- Silent But Deadly
- Posts: 805
- Joined: Mon Mar 28, 2011 6:29 pm
- Location: New Zealand
Re: Machining cone baffle, help requested.
Here you go, I did a step by step guide including a simple jig to keep all aligned
viewtopic.php?f=10&t=81037&p=746990&hil ... le#p746990
viewtopic.php?f=10&t=81037&p=746990&hil ... le#p746990
Of all the things I've lost it's my mind I miss the most
-
T-Rex

- Silent But Deadly
- Posts: 1865
- Joined: Wed Oct 29, 2014 3:38 pm
- Location: CT - The AntiConstitution State
Re: Machining cone baffle, help requested.
As a_canadian stated.
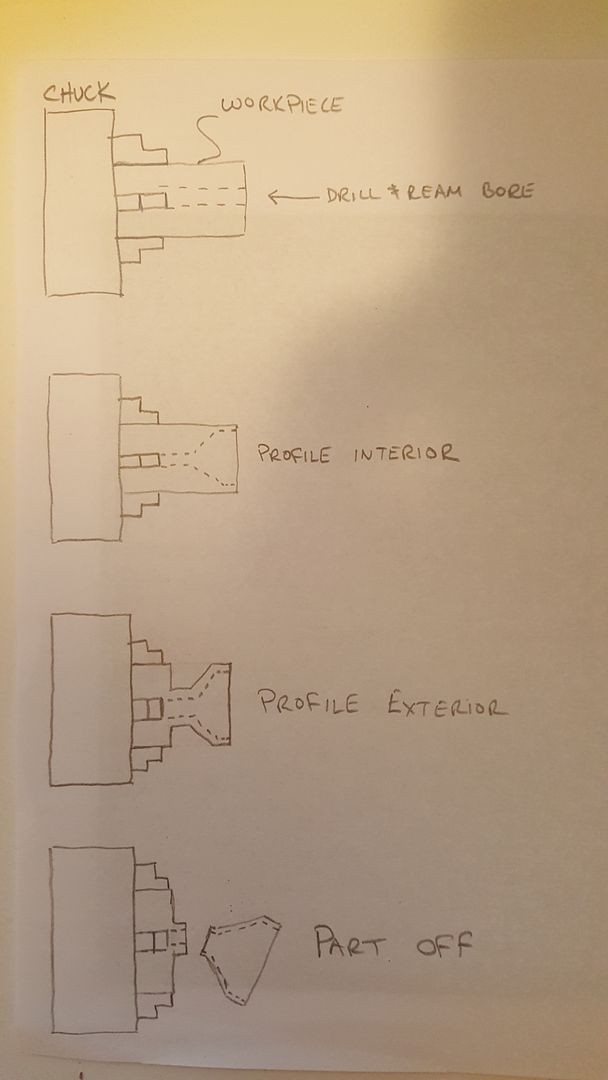
I have a smaller machine so I'd cut chunks, about .125" over required length, in the bandsaw.
I'd insert into the chuck w/ the cone pointing towards the chuck.
Drill and ream bore.
Insert live center, profile OD and start the cone, exterior-wall, angle.
Remove the live center, bore ID and profile cone, interior-wall, angle.
Flip around in jaws. You'll have enough of an ID flat to register on interior of bore.
Finish cone, exterior-wall, angle.
Face protruding edge.
I have a smaller machine so I'd cut chunks, about .125" over required length, in the bandsaw.
I'd insert into the chuck w/ the cone pointing towards the chuck.
Drill and ream bore.
Insert live center, profile OD and start the cone, exterior-wall, angle.
Remove the live center, bore ID and profile cone, interior-wall, angle.
Flip around in jaws. You'll have enough of an ID flat to register on interior of bore.
Finish cone, exterior-wall, angle.
Face protruding edge.
Completed Builds www.silencertalk.com/forum/viewtopic.php?t=79895
Burst Calculator www.engineersedge.com/calculators/pipe_bust_calc.htm
Silencer Porn www.instagram.com/explore/tags/silencerporn/
Burst Calculator www.engineersedge.com/calculators/pipe_bust_calc.htm
Silencer Porn www.instagram.com/explore/tags/silencerporn/
-
L1A1Rocker
- Silent But Deadly
- Posts: 3578
- Joined: Wed Feb 21, 2007 5:40 pm
- Location: Texas Hill Country
Re: Machining cone baffle, help requested.
I previously bookmarked that post - it is very good. You used a fixture for aligning your k's. I do plan to do that but right now I'm trying to align my 60* cones after turning them around to carve out the back. I'm trying to take out any wobble and not sure how to do that other than a gauge and a small hammer and go round and round and round. One person mentioned a "ball bearing wobble elimination method" but I have know idea what that is and cannot find any other referance to it.Enfield577 wrote:Here you go, I did a step by step guide including a simple jig to keep all aligned
viewtopic.php?f=10&t=81037&p=746990&hil ... le#p746990
viewtopic.php?f=10&t=124026&hilit=baffle&start=25
Any idea what he is talking about?
-
L1A1Rocker
- Silent But Deadly
- Posts: 3578
- Joined: Wed Feb 21, 2007 5:40 pm
- Location: Texas Hill Country
Re: Machining cone baffle, help requested.
That's what I'm having trouble with. Dr. K has mentioned using a "ball bearing wobble elimination method" but I cannot find any referance to it.T-Rex wrote: Flip around in jaws. You'll have enough of an ID flat to register on interior of bore.
viewtopic.php?f=10&t=124026&hilit=baffle&start=25
Do you know of a vid tutorial on doing this somewhere?
Thanks.

Re: Machining cone baffle, help requested.
Check HereL1A1Rocker wrote:That's what I'm having trouble with. Dr. K has mentioned using a "ball bearing wobble elimination method" but I cannot find any referance to it.T-Rex wrote: Flip around in jaws. You'll have enough of an ID flat to register on interior of bore.
viewtopic.php?f=10&t=124026&hilit=baffle&start=25
Do you know of a vid tutorial on doing this somewhere?
Thanks.
http://www.cnccookbook.com/CCWishListFutures.htm
in regards to clamping, think outside the box, make yourself a small toolholder like a Er32 collet holder, just machine it 60 dgr.

Gunny
-
Enfield577
- Silent But Deadly
- Posts: 805
- Joined: Mon Mar 28, 2011 6:29 pm
- Location: New Zealand
Re: Machining cone baffle, help requested.
If you are just doing cones the do not remove part way through, cut the complete cone as per my guide then part off when complete, easy no need for re-chucking. I did some stainless ones for a 308 can like this and it worked just fineL1A1Rocker wrote:I previously bookmarked that post - it is very good. You used a fixture for aligning your k's. I do plan to do that but right now I'm trying to align my 60* cones after turning them around to carve out the back. I'm trying to take out any wobble and not sure how to do that other than a gauge and a small hammer and go round and round and round. One person mentioned a "ball bearing wobble elimination method" but I have know idea what that is and cannot find any other referance to it.Enfield577 wrote:Here you go, I did a step by step guide including a simple jig to keep all aligned
viewtopic.php?f=10&t=81037&p=746990&hil ... le#p746990
viewtopic.php?f=10&t=124026&hilit=baffle&start=25
Any idea what he is talking about?
Cheers
Of all the things I've lost it's my mind I miss the most
-
T-Rex
- Silent But Deadly
- Posts: 1865
- Joined: Wed Oct 29, 2014 3:38 pm
- Location: CT - The AntiConstitution State
Re: Machining cone baffle, help requested.
Completed Builds www.silencertalk.com/forum/viewtopic.php?t=79895
Burst Calculator www.engineersedge.com/calculators/pipe_bust_calc.htm
Silencer Porn www.instagram.com/explore/tags/silencerporn/
Burst Calculator www.engineersedge.com/calculators/pipe_bust_calc.htm
Silencer Porn www.instagram.com/explore/tags/silencerporn/
-
Bendersquint

- Industry Professional
- Posts: 11357
- Joined: Sat Jan 07, 2006 7:19 pm
- Location: North Carolina
- Contact:
Re: Machining cone baffle, help requested.
Works like a charm with a few little mods!gunny50 wrote:Check HereL1A1Rocker wrote:That's what I'm having trouble with. Dr. K has mentioned using a "ball bearing wobble elimination method" but I cannot find any referance to it.T-Rex wrote: Flip around in jaws. You'll have enough of an ID flat to register on interior of bore.
viewtopic.php?f=10&t=124026&hilit=baffle&start=25
Do you know of a vid tutorial on doing this somewhere?
Thanks.
http://www.cnccookbook.com/CCWishListFutures.htm
in regards to clamping, think outside the box, make yourself a small toolholder like a Er32 collet holder, just machine it 60 dgr.
Gunny
Re: Machining cone baffle, help requested.
would you mind to share your little mods ?Bendersquint wrote:
Works like a charm with a few little mods!

Re: Machining cone baffle, help requested.
Unfortunately, the time to figure that out was before you cut the external part of the cone; some prior planning saves a lot of work.L1A1Rocker wrote:After machining the external of a cone baffle and parting it off, it's time to turn it around in the lathe and carve out the innards.
Can anyone give any advice, or point to a place where help is posted, on aligning the cone so that it's "true" in the lathe jaws? Also, any advice on knowing when to stop so that you don't make the cone wall too thin?
Thanks folks!!!
I've done it two different ways. One way is like the drawing T-Rex posted, and how I usually do it.
The other way is to cut the external side of the cone with a step at the outer edge, like a spacer would seat into, so when it's turned around the chuck jaws can clamp the edge of the step. Obviously the depth of the step depends on the amount of chamfer at the tip of your chuck's jaws.
Re: Machining cone baffle, help requested.
Bendersquint wrote:
Works like a charm with a few little mods!
B,
I know, picture is not for a cone but for the ER32 and not mine, I do machine all my cones with integral spacers and a rim to weld to, so no need for it.
Did think that if one would have done outside first it would help them to finish.
Gunny
-
L1A1Rocker
- Silent But Deadly
- Posts: 3578
- Joined: Wed Feb 21, 2007 5:40 pm
- Location: Texas Hill Country
Re: Machining cone baffle, help requested.
Thanks for the link. That explains it! I like your "mandrel". I don't know that I'll make one of those though.gunny50 wrote:Check HereL1A1Rocker wrote:That's what I'm having trouble with. Dr. K has mentioned using a "ball bearing wobble elimination method" but I cannot find any referance to it.T-Rex wrote: Flip around in jaws. You'll have enough of an ID flat to register on interior of bore.
viewtopic.php?f=10&t=124026&hilit=baffle&start=25
Do you know of a vid tutorial on doing this somewhere?
Thanks.
http://www.cnccookbook.com/CCWishListFutures.htm
in regards to clamping, think outside the box, make yourself a small toolholder like a Er32 collet holder, just machine it 60 dgr.
Gunny
-
L1A1Rocker
- Silent But Deadly
- Posts: 3578
- Joined: Wed Feb 21, 2007 5:40 pm
- Location: Texas Hill Country
Re: Machining cone baffle, help requested.
I don't think I've ever seen one done that way. Very cool.T-Rex wrote:
-
Bendersquint
- Industry Professional
- Posts: 11357
- Joined: Sat Jan 07, 2006 7:19 pm
- Location: North Carolina
- Contact:
Re: Machining cone baffle, help requested.
Most notable mod is replacing the collet closer with a custom cap so it holds your part perfectly.sizulku wrote:would you mind to share your little mods ?Bendersquint wrote:
Works like a charm with a few little mods!
Others are smaller and make is useable across various designs.

Re: Machining cone baffle, help requested.
I might be bassackwards but this is how I do a smooth 60° cone. This was the simplest way I could determine to make one (or a bunch of ones all the same).
1. Turn stock to desired OD
2. Mount stock w/ just a couple inches out of chuck, indicate in until true.
3. Center drill about 1/4" deep
4. Drill pilot hole app 1.5" deep (depending on OD of the stock & how long the finished cone will be.
5. Drill hole to desired size. Finish with reamer to be dead nuts on your hole (I don't)
6. Cut inside of cone using compound set at 30° (I just leave it at the 29.5° as for threading). Tool parallel to the work. I use a brazed carbide tool ground about like this:

7. Cut outside of cone. Leave compound set as it was but now set the tool perpendicular to the work. I use a similar tool, but with more meat on it since it doesn't need the same reach & clearance.
7a. If I want a finished cone that's .060" thick wall I'll start the cut about .080" from the sharp edge left from cutting the inside
7b. I just run the compound in until the bit is getting buried a bit, then engage the power feed & remove stock toward the chuck & stop about where I think the cone will end.
7c. Then I back up & get back into that same cut feeding with the compound & keep repeating 7b & 7c until I'm just about done with the outside.
7d. Then I go back to the end where I started and make a .020" finish cut. I do this a lot slower going for surface finish. This is taking the wall to final size.
7e. I continue that last cut until it parts itself off. That leaves a sharp ring at the small end of the cone. It's very easy to look at that & just see how much to remove. If I'm going to clip the cone, I just 'circumcise' that excess with and endmill. If not, I flip the cone around, use a set of parallels & the tailstock center to true it up (not dead nuts, but close enough & fast) & trim the excess.
Sounds like a lot of steps, but it goes really fast, I waste very little material because I'm not needing to leave anything for work holding, & I only indicate the work one time. Not saying this is THE way to make cones, just the way I do it & it works for me.
1. Turn stock to desired OD
2. Mount stock w/ just a couple inches out of chuck, indicate in until true.
3. Center drill about 1/4" deep
4. Drill pilot hole app 1.5" deep (depending on OD of the stock & how long the finished cone will be.
5. Drill hole to desired size. Finish with reamer to be dead nuts on your hole (I don't)
6. Cut inside of cone using compound set at 30° (I just leave it at the 29.5° as for threading). Tool parallel to the work. I use a brazed carbide tool ground about like this:
7. Cut outside of cone. Leave compound set as it was but now set the tool perpendicular to the work. I use a similar tool, but with more meat on it since it doesn't need the same reach & clearance.
7a. If I want a finished cone that's .060" thick wall I'll start the cut about .080" from the sharp edge left from cutting the inside
7b. I just run the compound in until the bit is getting buried a bit, then engage the power feed & remove stock toward the chuck & stop about where I think the cone will end.
7c. Then I back up & get back into that same cut feeding with the compound & keep repeating 7b & 7c until I'm just about done with the outside.
7d. Then I go back to the end where I started and make a .020" finish cut. I do this a lot slower going for surface finish. This is taking the wall to final size.
7e. I continue that last cut until it parts itself off. That leaves a sharp ring at the small end of the cone. It's very easy to look at that & just see how much to remove. If I'm going to clip the cone, I just 'circumcise' that excess with and endmill. If not, I flip the cone around, use a set of parallels & the tailstock center to true it up (not dead nuts, but close enough & fast) & trim the excess.
Sounds like a lot of steps, but it goes really fast, I waste very little material because I'm not needing to leave anything for work holding, & I only indicate the work one time. Not saying this is THE way to make cones, just the way I do it & it works for me.
--------------------------------------
"Sorry but you cannot use search at this time. Please try again in a few minutes"
"This board is currently disabled"
These things make me
"Sorry but you cannot use search at this time. Please try again in a few minutes"
"This board is currently disabled"
These things make me
Re: Machining cone baffle, help requested.
1 op is the way to do it. Internal first, then external.
It doesn't hurt to have an ultra rigid live center

It doesn't hurt to have an ultra rigid live center

Re: Machining cone baffle, help requested.
https://m.youtube.com/watch?v=s0aNbxZj4qQ
You boys are overlooking the easiest option! This is golden!
You boys are overlooking the easiest option! This is golden!
Kyle O.
Re: Machining cone baffle, help requested.
Dr.K wrote:https://m.youtube.com/watch?v=s0aNbxZj4qQ
You boys are overlooking the easiest option! This is golden!
I got the jest of it but really had a hard time understanding the words.
Re: Machining cone baffle, help requested.
I'm not a machinist but that's the way I envisioned doing it.noscoe30 wrote:1 op is the way to do it. Internal first, then external.
What would be the advantage of doing it the other way (outside first)? Because of the work not being able to pass through the spindle on your lathe?
Re: Machining cone baffle, help requested.
quiettime wrote:I'm not a machinist but that's the way I envisioned doing it.noscoe30 wrote:1 op is the way to do it. Internal first, then external.
What would be the advantage of doing it the other way (outside first)? Because of the work not being able to pass through the spindle on your lathe?
How ya going to machine out the front if done the other way?
Re: Machining cone baffle, help requested.
quiettime wrote:I'm not a machinist but that's the way I envisioned doing it.noscoe30 wrote:1 op is the way to do it. Internal first, then external.
What would be the advantage of doing it the other way (outside first)? Because of the work not being able to pass through the spindle on your lathe?
The workpiece would be too delicate to do internal machining after external. Unless you had a live steady rest, but that's not without its problems. A live center is as rigid as it's going to get. You could do the outside, part off then mount in bored jaws or collet to do the inside work. This could have runout issues and gives you another operation to deal with.
Re: Machining cone baffle, help requested.
That's what I'm saying, IDK why you'd want or need to do the outside first...unless maybe your lathe wouldn't accept the workpiece through the spindle forcing you to use a collet setup for individual baffles?noscoe30 wrote:The workpiece would be too delicate to do internal machining after external. Unless you had a live steady rest, but that's not without its problems. A live center is as rigid as it's going to get. You could do the outside, part off then mount in bored jaws or collet to do the inside work. This could have runout issues and gives you another operation to deal with.