
First let me apologize for not posting this sooner. My grandmother has been in very poor health the last month and has finally past this last week on Mother’s day. I had planned on posting this last week but that had to take a back seat. Now, on to the good stuff.
This was my first foray into turning stainless steel and I was very surprised at how well the stainless bar stock took to machining. The little splinters were not pleasant at all but the material was very “workable”.
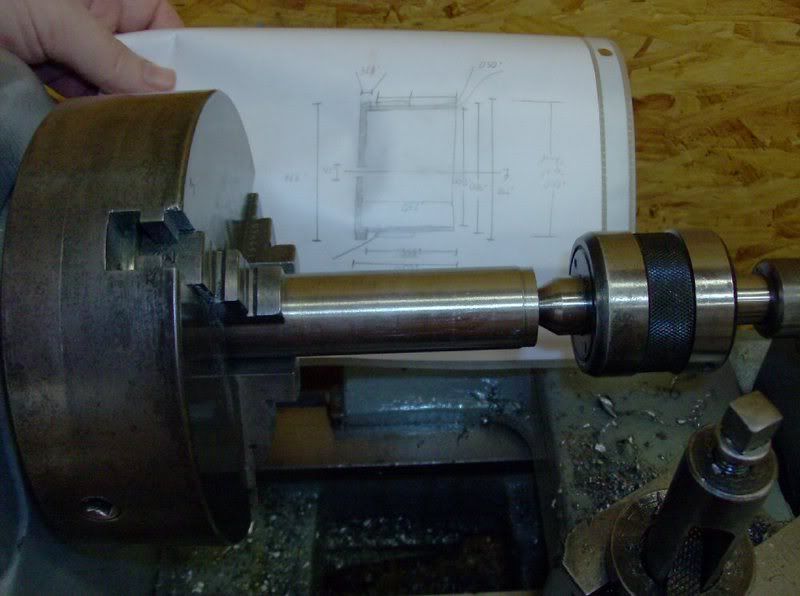
Before I could start turning out parts that had threads on them I had to make myself a set of thread checking gauges. I once checked into having custom taps and dies made up and just about dropped the phone at hearing the price. I learned how to make my own custom threads on the lathe. So here is the process I undertook to make a set of check gauges that I will make my other threads to match.
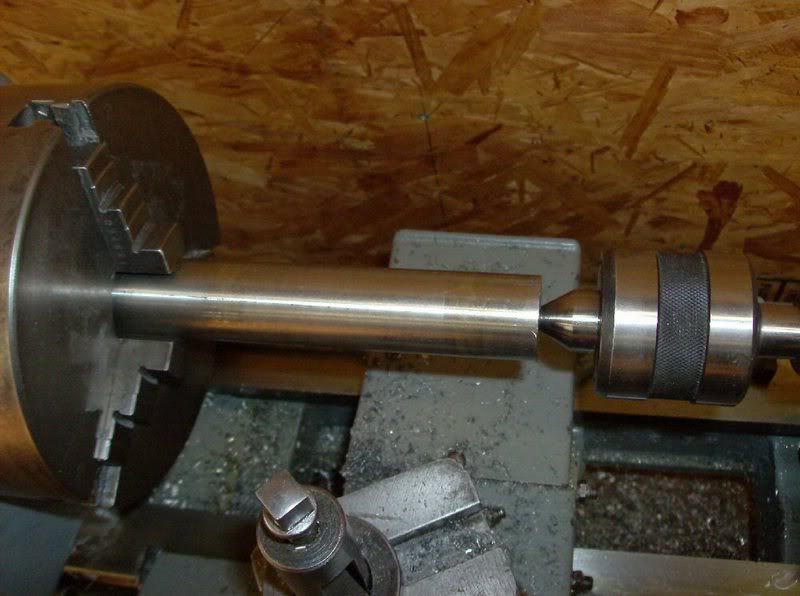
First thing was to face off the end of the stainless steel bar stock
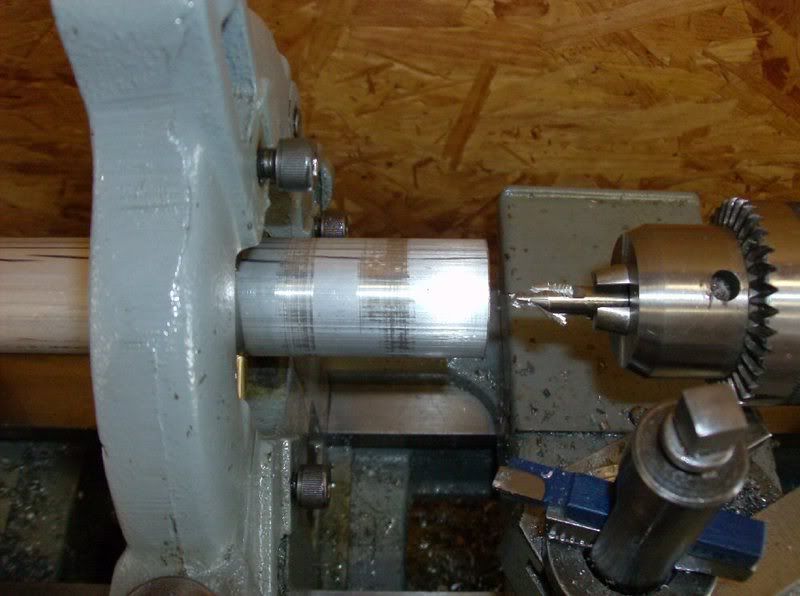
Next was to put my center hole in place for the live center
Now it’s set up to do some trimming down.
Here is a little Vid of turning down the bar stock. Please forgive the unedited videos. I’m in a hurry to get this posted before heading out of town.
http://s79.photobucket.com/albums/j154/ ... rstock.mp4
Now it’s threading time. I’ve been a little remise in posting pics of the threading process so here are lots of pics and some vids thrown in for good measure.
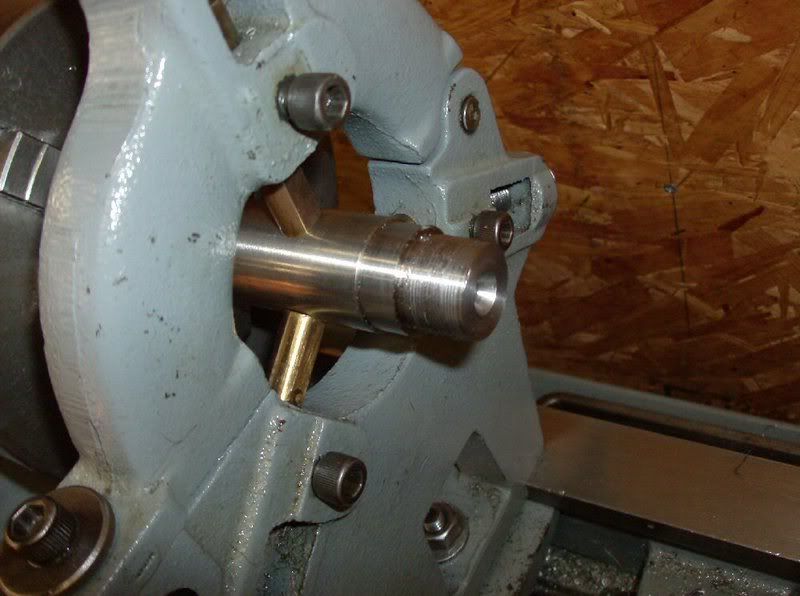
First was to turn down the bar stock to the correct O.D. and cut thread relief on each side of where the threads will be.

And now we can start cutting threads.


Here are some vids of the threading process.
http://s79.photobucket.com/albums/j154/ ... rstcut.mp4
http://s79.photobucket.com/albums/j154/ ... ngVid1.mp4
http://s79.photobucket.com/albums/j154/ ... ngVid2.mp4
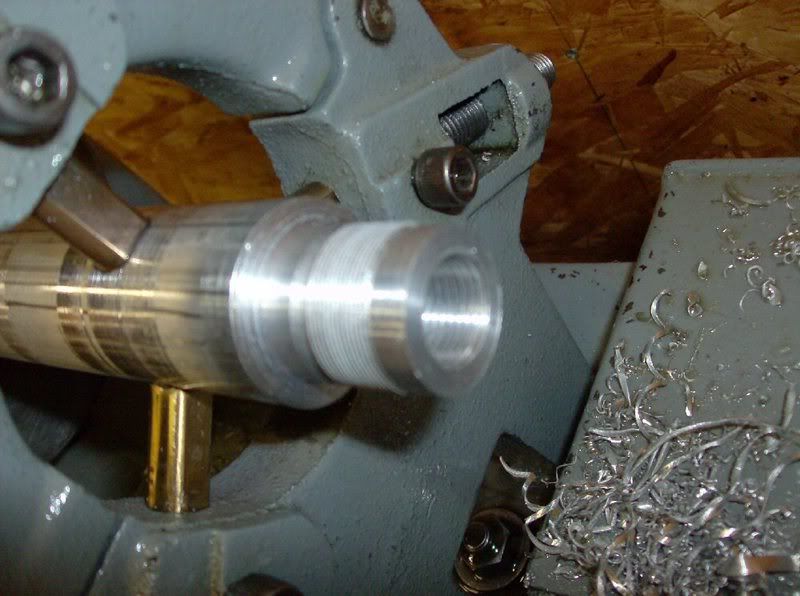
And with the threading complete.
And now just for S & Gs, and because I’ve got the tool to do it. . .a little knurling treatment.

And here are my thread check gauges. (sorry no pics of making the tube gauge) All my following threads will be made to these specs.

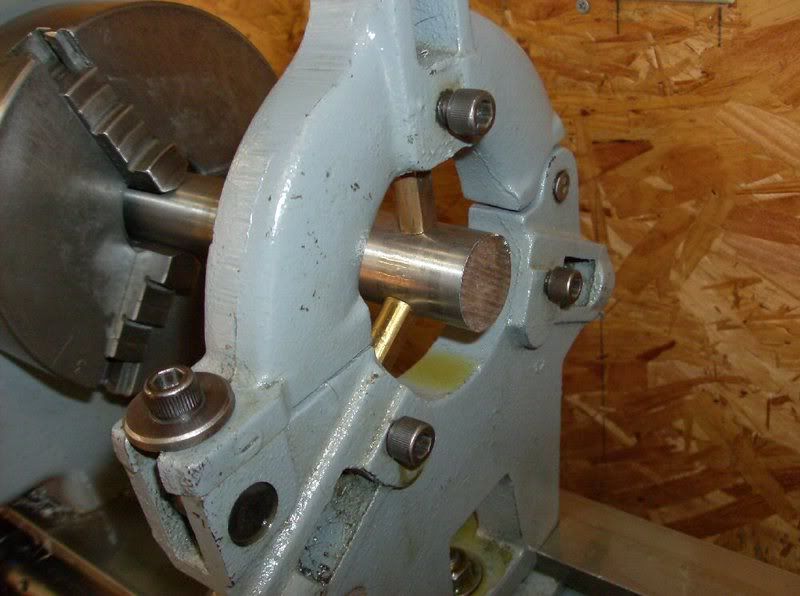
Now, since I already had the Stainless in the lathe I decided to turn out the end cap.
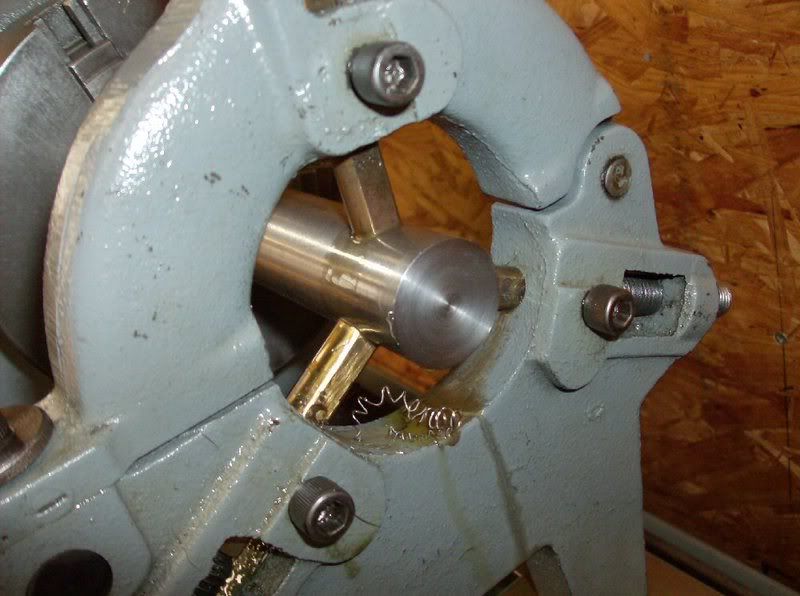
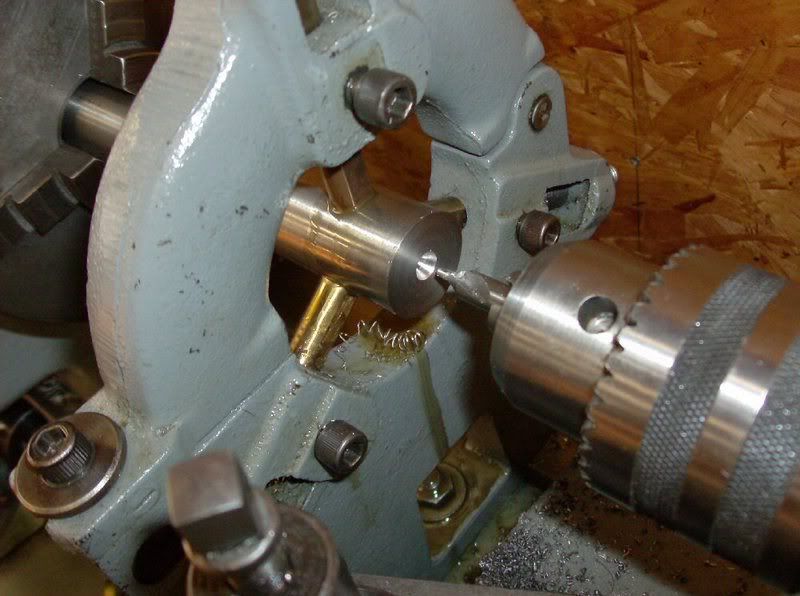
First I drilled/bored a ¼ inch hole through the entire length of what is to be the end cap.

OK, just being a little coy with the pics here but can you see the end cap in the bar stock?
Here is the cap just before threading.

Here it is after threading and boring.

And now it’s time to cut it off from the bar stock.

And now a couple pics of the completed end cap.


Just a note for all us other hobbyists out there. Be sure to keep you tool bits sharp.

NEXT: A change of stock to aluminum and we’ll turn out the chamber support. This is the part that will be screwed down onto the threads on the barrel right near the chamber. The stainless tube will then be screwed down completely over this and butt up against the receiver. To keep this from unscrewing at the wrong time and in the wrong place it will be affixed to the barrel using a set screw.
OK, here we go again, center hole the bar stock for the live center.
I’m going to skip a lot of what you’ve already seen in this post on this peace so here is a pic with the chamber support turned down and the outside threaded for the tube. The inside diameter is already drilled out for the next step.

And here is the next step. Threading the inside. Now I don’t want to disappoint anyone by not lathe turning these threads but I’m basically a lazy person and will take any shortcut I can.

That is really a great little setup. The tap holder has a center hole machined into the back of it to run your live center into. Pretty neat.
OK, here is the complete deal just before cutting it off.
And here it is laying next to the barrel.

Now getting ready to tap it for the set screw.

Tapping

And now a major F-up on my part. In order to find my mark on where to place the hole on the barrel for the set screw I screwed down the chamber support onto the barrel. I then used an automatic punch down the set screw hole in the chamber support to mark my spot to drill. Now the chamber support WOULD NOT COME OFF THE BARREL!!! Yep, you guessed it! I had disrupted the threads on the barrel and I was SCREWED!!!
Out came the dremil tool with a mini end mill attached. I WAS able to salvage it but it is NOT pretty. It’ll work, but damn. . . . I’ll let the pictures talk from here.



Next peace to work on was the tube support. In the mauser project this peace was threaded onto the muzzle end of the barrel and secured with a set screw. This one will be a little different. This time the peace will be a slip fit. The tolerances will be VERY close with a little bit of firm pressure to get it to actually “slip” onto the barrel. This peace will keep the barrel and tube in alignment so it needs to fit tightly.
I took a little shortcut here and used an end mill to start things off. I had to finish it out using a boring bar so I could keep the tolerances tight.

And the finished product.

OK, that is where I’m at now. Well, not exactly, I was actually in the middle of cutting threads into the tube when I had to leave town but I don’t have any pics of that.
Please feel free to leave any comments, suggestions, questions as I enjoy discussing the project. Don’t get offended however if it takes a while for me to comment back. I’ll be leaving town tomorrow and will not have computer access for a while.
Thank you folks, it’s a fun project and fun to share. I’m just glad it’s taking less time than the Mauser project.






