Hi
I have a question about threading titanium tube to add the end caps. I do not have access to a lathe but do have a cnc mill and use bobcad v25 that has an option to make threads. It is something I have never done with the machine and thought I would ask if this is the correct type of cutter to make the threads.
its a part number sda750-60 a double angle 60 degree 10 tooth ? if not is there an inexpensive tool I should be looking at ? I efiled on 3-3 so have a bit of time to figure this out and to practice on some scrap aluminum making threads not suppressors.
I also plan on making omega baffles out of 316 stainless for use with .45cal fnx and a 10mm glock.
Thanks for your time and I am sure I will have alot more questions after I get my stamp and can actually start to make the can
threading titanium tube for endcaps
-
Bendersquint

- Industry Professional
- Posts: 11357
- Joined: Sat Jan 07, 2006 7:19 pm
- Location: North Carolina
- Contact:
Re: threading titanium tube for endcaps
Can't help you on the thread milling as I single point on a lathe but make sure you have permission from the patent holder to use the Omega baffles in your suppressor. Omegas out of 316 might be pretty heavy and might not cycle correctly anyways.Shady wrote:Hi
I have a question about threading titanium tube to add the end caps. I do not have access to a lathe but do have a cnc mill and use bobcad v25 that has an option to make threads. It is something I have never done with the machine and thought I would ask if this is the correct type of cutter to make the threads.
its a part number sda750-60 a double angle 60 degree 10 tooth ? if not is there an inexpensive tool I should be looking at ? I efiled on 3-3 so have a bit of time to figure this out and to practice on some scrap aluminum making threads not suppressors.
I also plan on making omega baffles out of 316 stainless for use with .45cal fnx and a 10mm glock.
Thanks for your time and I am sure I will have alot more questions after I get my stamp and can actually start to make the can
Re: threading titanium tube for endcaps
i did not realize and I should have that there would be a patent problem on an item you were using and not selling. Ah well guess its back to the drawing board.
So what kind of baffles are not patent protected that are used ?
So what kind of baffles are not patent protected that are used ?
-
Bendersquint
- Industry Professional
- Posts: 11357
- Joined: Sat Jan 07, 2006 7:19 pm
- Location: North Carolina
- Contact:
Re: threading titanium tube for endcaps
Patents prevent anyone but the owners and those with permission from making them for personal use or for commercial gain.Shady wrote:i did not realize and I should have that there would be a patent problem on an item you were using and not selling. Ah well guess its back to the drawing board.
So what kind of baffles are not patent protected that are used ?
K baffles in the generic form are not patented. AAC's K baffles are patented.
Take a look at MX'ers 40 can he just made from TI, those baffles aren't patented.
-
57fairlane
- Silent But Deadly
- Posts: 707
- Joined: Thu Apr 15, 2010 7:20 pm
- Location: The South
Re: threading titanium tube for endcaps
Just FYI OP,
Bendersquint is a 02/07 (correct me if I am wrong here bender) manufacturer and 99% of the time will tell someone the option that has zero chance of getting you into trouble which can be pretty good in the NFA world as the ATF is convoluted and filled with stupid law.
However, if you make Omegas and keep your broadcast of it to a minimum and enjoy it only to yourself and your immediate family/friends then the possibility of someone complaining is slim to none.
I don't know of anyone having been sued by Gaddini and I've seen quite a few Form 1 omega type baffles made.
Does anyone know of anyone being sued/previously sued over a single Form 1 can?
It would be hard for me to believe the attorney fees would be worth it.
Bendersquint is a 02/07 (correct me if I am wrong here bender) manufacturer and 99% of the time will tell someone the option that has zero chance of getting you into trouble which can be pretty good in the NFA world as the ATF is convoluted and filled with stupid law.
However, if you make Omegas and keep your broadcast of it to a minimum and enjoy it only to yourself and your immediate family/friends then the possibility of someone complaining is slim to none.
I don't know of anyone having been sued by Gaddini and I've seen quite a few Form 1 omega type baffles made.
Does anyone know of anyone being sued/previously sued over a single Form 1 can?
It would be hard for me to believe the attorney fees would be worth it.
-
Bendersquint
- Industry Professional
- Posts: 11357
- Joined: Sat Jan 07, 2006 7:19 pm
- Location: North Carolina
- Contact:
Re: threading titanium tube for endcaps
Yes, I am an 07/02 manufacturer and I try to help steer people away from things that have any possibility of getting them in trouble. Some people listen, and others do not.57fairlane wrote:Just FYI OP,
Bendersquint is a 02/07 (correct me if I am wrong here bender) manufacturer and 99% of the time will tell someone the option that has zero chance of getting you into trouble which can be pretty good in the NFA world as the ATF is convoluted and filled with stupid law.
However, if you make Omegas and keep your broadcast of it to a minimum and enjoy it only to yourself and your immediate family/friends then the possibility of someone complaining is slim to none.
I don't know of anyone having been sued by Gaddini and I've seen quite a few Form 1 omega type baffles made.
Does anyone know of anyone being sued/previously sued over a single Form 1 can?
It would be hard for me to believe the attorney fees would be worth it.
Sure you can make a patented baffle without permission but you run the risk of being sued for patent infringement. It has happened in the past and will happen in the future. The risk is yours. Generally during law suits attorney fees are included in the suit.....making it cost the patent holder ZERO in the long run to protect their patent. It is pretty hard to lose a patent lawsuit especially in this niche industry.
Generally in the past anyone that has asked SWR to use the Omega patent for their own personal can has been granted permission. Since SWR no longer exists(and SWR stopped using the patent) it may be difficult to gain approval as that conduit to Joe is most likely limited or closed.
Re: threading titanium tube for endcaps
well for me its more of a moral thing. Its there intellectual property. Its the same thing that stops me from picking up a candy bar and walking out of the store without paying. Now that I know I will be perusing other avenues. I got a few months to figure it out.
-
saigatechusa
- Silent Operator
- Posts: 63
- Joined: Wed Jun 12, 2013 10:29 am
Re: threading titanium tube for endcaps
Bendersquint wrote:Yes, I am an 07/02 manufacturer and I try to help steer people away from things that have any possibility of getting them in trouble. Some people listen, and others do not.[*]Sure you can make a patented baffle without permission but you run the risk of being sued for patent infringement. It has happened in the past and will happen in the future. The risk is yours. Generally during law suits attorney fees are included in the suit.....making it cost the patent holder ZERO in the long run to protect their patent. It is pretty hard to lose a patent lawsuit especially in this niche industry.57fairlane wrote:Just FYI OP,
Bendersquint is a 02/07 (correct me if I am wrong here bender) manufacturer and 99% of the time will tell someone the option that has zero chance of getting you into trouble which can be pretty good in the NFA world as the ATF is convoluted and filled with stupid law.
However, if you make Omegas and keep your broadcast of it to a minimum and enjoy it only to yourself and your immediate family/friends then the possibility of someone complaining is slim to none.
I don't know of anyone having been sued by Gaddini and I've seen quite a few Form 1 omega type baffles made.
Does anyone know of anyone being sued/previously sued over a single Form 1 can?
It would be hard for me to believe the attorney fees would be worth it.
Generally in the past anyone that has asked SWR to use the Omega patent for their own personal can has been granted permission. Since SWR no longer exists(and SWR stopped using the patent) it may be difficult to gain approval as that conduit to Joe is most likely limited or closed.
Yes, I am an 07/02 manufacturer and I try to help steer people away from things that have any possibility of getting them in trouble. Some people listen, and others do not
I gotta love this......a rational, intellegent answer with a great attitude. Someone truly helping the community.
I wish more forums had mature responses instead of child like rants!!
Thank you
Re: threading titanium tube for endcaps
Stellar!!!Shady wrote:well for me its more of a moral thing. Its there intellectual property. Its the same thing that stops me from picking up a candy bar and walking out of the store without paying. Now that I know I will be perusing other avenues. I got a few months to figure it out.
Compliments to a man of integrity. In the end that is all we as
humans have that is ours alone to keep or loose.
You have my admiration, Sir.
-
shockbottle
- Member
- Posts: 13
- Joined: Sat Jan 18, 2014 7:06 pm
Re: threading titanium tube for endcaps
As for thread milling...
It depends on how good the CNC mill is and what level of thread you need.
Make a few test holes the size you want in a bit of something with an end mill and mike the heck out of them to see what you'll get for roundness. Hobby-size CNCs tend to not do real well on this.
It depends on how good the CNC mill is and what level of thread you need.
Make a few test holes the size you want in a bit of something with an end mill and mike the heck out of them to see what you'll get for roundness. Hobby-size CNCs tend to not do real well on this.
Re: threading titanium tube for endcaps
its a southwest industries mill with 32" x travel 16"y and 12"z all 3 axis are controllable. its about 15 years old and is mainly used to engrave name plates for rotational molds but has also been known to engrave NFA stuff lol. It runs AGE3 software. And is programed with Bobcad v25
actually Southwest my only be the importer.
actually Southwest my only be the importer.
-
saigatechusa
- Silent Operator
- Posts: 63
- Joined: Wed Jun 12, 2013 10:29 am
Re: threading titanium tube for endcaps
That may be southwestern industries, they build proto trak systems
I ran an proto trak MX3 (3 axis) with conversational control for years..great machine
It is a retrofit on various verticle mills, Lagun / Bridgeport etc: also includes ballscrew conversion
Main concern is calibrating the pickups on all 3 axis
I ran an proto trak MX3 (3 axis) with conversational control for years..great machine
It is a retrofit on various verticle mills, Lagun / Bridgeport etc: also includes ballscrew conversion
Main concern is calibrating the pickups on all 3 axis
Re: threading titanium tube for endcaps
yep its a proto trak K3
as far as the calibration I hope I have enough scrap to get it right. I need to find time to play with it a bit. But its always set op when I have time to play and when its open I am busy as can be LOL.
Some day I will report how it went.
as far as the calibration I hope I have enough scrap to get it right. I need to find time to play with it a bit. But its always set op when I have time to play and when its open I am busy as can be LOL.
Some day I will report how it went.
-
saigatechusa
- Silent Operator
- Posts: 63
- Joined: Wed Jun 12, 2013 10:29 am
Re: threading titanium tube for endcaps
program a square boss
cut it on a scrape piece of aluminum
measure across x and y
If you are within .001" your golden
If not I can give you some info on how to calibrate
This mill is a serious piece industrial of equipment
It can do this job with no problem
cut it on a scrape piece of aluminum
measure across x and y
If you are within .001" your golden
If not I can give you some info on how to calibrate
This mill is a serious piece industrial of equipment
It can do this job with no problem

Re: threading titanium tube for endcaps
FWIW. I contacted the holder of the Omega baffle patent and asked if I could build 2 silencers using their patented design. It was not a problem. IMHO asking is the polite thing to do.
July 5th, 2016. The day that we moved from a soft tyranny to a hard tyranny.
-
Bendersquint
- Industry Professional
- Posts: 11357
- Joined: Sat Jan 07, 2006 7:19 pm
- Location: North Carolina
- Contact:
Re: threading titanium tube for endcaps
Problem is getting in touch with the patent holder.bakerjw wrote:FWIW. I contacted the holder of the Omega baffle patent and asked if I could build 2 silencers using their patented design. It was not a problem. IMHO asking is the polite thing to do.
Joe has the patent NOT SWR(which doesnt exist anymore).
SWR used to be the conduit to Joe for permission/blessings.
Re: threading titanium tube for endcaps
Thanks for the offer I will check it and get back with you but have never really seemed to have any problems with things not coming out the right ratio from x and y but Nothing we do has to be down to .001  so I will check it.
so I will check it.
I am not worried about the machine I am worried about my programing skills lol.
I am not worried about the machine I am worried about my programing skills lol.
saigatechusa wrote:program a square boss
cut it on a scrape piece of aluminum
measure across x and y
If you are within .001" your golden
If not I can give you some info on how to calibrate
This mill is a serious piece industrial of equipment
It can do this job with no problem
-
saigatechusa
- Silent Operator
- Posts: 63
- Joined: Wed Jun 12, 2013 10:29 am
Re: threading titanium tube for endcaps
Its a canned cycle
helix cycle / enter x0 / y0 / z depth per revolution (thread pitch ) / radi / speed and feed / retract
helix cycle / enter x0 / y0 / z depth per revolution (thread pitch ) / radi / speed and feed / retract
Shady wrote:Thanks for the offer I will check it and get back with you but have never really seemed to have any problems with things not coming out the right ratio from x and y but Nothing we do has to be down to .001
I am not worried about the machine I am worried about my programing skills lol.
saigatechusa wrote:program a square boss
cut it on a scrape piece of aluminum
measure across x and y
If you are within .001" your golden
If not I can give you some info on how to calibrate
This mill is a serious piece industrial of equipment
It can do this job with no problem
Re: threading titanium tube for endcaps
Many thread mill vendors have free g-code generator programs that are preferred over canned cycles. Canned cycles tend not to have the lead-in and lead-out features that the thread mill vendors want you to use.
One example of such software:
http://carmex.com/
http://212.143.213.130/Download/Carmex_TM_221213.exe
One example of such software:
http://carmex.com/
http://212.143.213.130/Download/Carmex_TM_221213.exe
-
saigatechusa
- Silent Operator
- Posts: 63
- Joined: Wed Jun 12, 2013 10:29 am
Re: threading titanium tube for endcaps
MX3 helix ( canned cycle ) has lead in lead out and flat bottom dwell for thread relief if needed
Good point though!!
Good point though!!
wp6529 wrote:Many thread mill vendors have free g-code generator programs that are preferred over canned cycles. Canned cycles tend not to have the lead-in and lead-out features that the thread mill vendors want you to use.
One example of such software:
http://carmex.com/
http://212.143.213.130/Download/Carmex_TM_221213.exe
Re: threading titanium tube for endcaps
oh well I got some time to play today so thought I would try out the mill thread thing I guess I dont know what the heck I am doing. I have made a 2" 1/2 sphere using a 1/4 in ball endmill So I know the mill can do arc fit <it uses arcs instead of small lines> But with the thread mill it will only take lines  . I dont know if thats a bobcam problem or age3 problem. It says its imposable to make a circle with those x,y,z coordinates.
. I dont know if thats a bobcam problem or age3 problem. It says its imposable to make a circle with those x,y,z coordinates.
Using lines it sort of works and this could be an operator malfunction. I was using aluminum to play with so it was easy on everything. after a test above the part to make sure it did not do something catastrophic. So I cut a hole 1" deep and 1.25 Dia. to simulate the tube I am going to try to thread on the inside. The tube is .06 wall so I guessed at a .03 thread depth and just to toy around set it for 8 threads per inch. So basicly it cut 4 .03 v grooves in the 1/2 in depth I set. Cool it worked or did it
I went to cut the matching OD threads on a 1.31 od bar and well total failure. All it did was cut a female v grove in a matching pattern on the OD and not a "male" bolt type thread. LOL
It was fun and I did learn some stuff but I was losing to much cash and had to get the thing making me money again. For the time spend I could have paid for a 500 suppressor but then again I enjoyed messing around and will figure out what I did wrong one day.
After some research I found out the bobcad ver I have is not a good thread mill option but the new one is better suited for it.
I tried several of the free online calculators but they seem to only want to use multi tooth thread mills and I have a single thread double side 60 deg cutter .75 dia.
Thanks for all the tips and links but my head hurts now
Using lines it sort of works and this could be an operator malfunction. I was using aluminum to play with so it was easy on everything. after a test above the part to make sure it did not do something catastrophic. So I cut a hole 1" deep and 1.25 Dia. to simulate the tube I am going to try to thread on the inside. The tube is .06 wall so I guessed at a .03 thread depth and just to toy around set it for 8 threads per inch. So basicly it cut 4 .03 v grooves in the 1/2 in depth I set. Cool it worked or did it
I went to cut the matching OD threads on a 1.31 od bar and well total failure. All it did was cut a female v grove in a matching pattern on the OD
It was fun and I did learn some stuff but I was losing to much cash and had to get the thing making me money again. For the time spend I could have paid for a 500 suppressor but then again I enjoyed messing around and will figure out what I did wrong one day.
After some research I found out the bobcad ver I have is not a good thread mill option but the new one is better suited for it.
I tried several of the free online calculators but they seem to only want to use multi tooth thread mills and I have a single thread double side 60 deg cutter .75 dia.
Thanks for all the tips and links but my head hurts now
Re: threading titanium tube for endcaps
Shady,
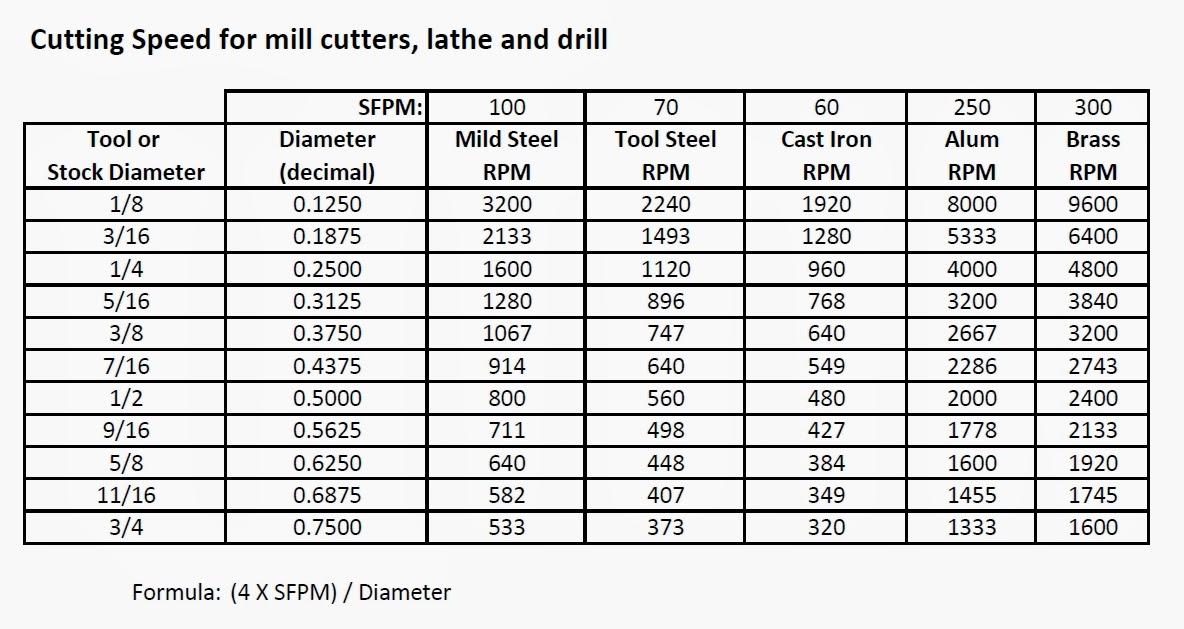
In some obscure book I read about the proper speeds and cutting fluids*
for Al which surprised me. Al needs a much higher speed** based on Machinery's
Handbook. My first intro to practicing thread cutting was a mess because of
I was timorous with the speeds.
A 10X loop + diamond flat file to make the tool razor sharp makes a world
of difference.
And tool shape is another variable. ***
Truth in lending: I am still learning and will never be any where as good as the old
curmudgeons ( actually thinking of a cruder phrase I learned from them ) at the Institute's
machine shop so long ago.
*Some recommend no fluid with carbides. Ask out experts here for
their experience.
** << http://www.americanmachinetools.com/ima ... ble_33.jpg >>
<< http://4.bp.blogspot.com/-EXu5DtP7J04/U ... +drill.jpg >>
<< http://www.smithy.com/machining-referen ... ng/page/21 >>
*** << http://www.machinistblog.com/wp-content ... athe10.gif >>
In some obscure book I read about the proper speeds and cutting fluids*
for Al which surprised me. Al needs a much higher speed** based on Machinery's
Handbook. My first intro to practicing thread cutting was a mess because of
I was timorous with the speeds.
A 10X loop + diamond flat file to make the tool razor sharp makes a world
of difference.
And tool shape is another variable. ***
Truth in lending: I am still learning and will never be any where as good as the old
curmudgeons ( actually thinking of a cruder phrase I learned from them
machine shop so long ago.
*Some recommend no fluid with carbides. Ask out experts here for
their experience.
** << http://www.americanmachinetools.com/ima ... ble_33.jpg >>
<< http://4.bp.blogspot.com/-EXu5DtP7J04/U ... +drill.jpg >>
<< http://www.smithy.com/machining-referen ... ng/page/21 >>
*** << http://www.machinistblog.com/wp-content ... athe10.gif >>
-
saigatechusa
- Silent Operator
- Posts: 63
- Joined: Wed Jun 12, 2013 10:29 am
Re: threading titanium tube for endcaps
Historian wrote:Shady,
In some obscure book I read about the proper speeds and cutting fluids*
for Al which surprised me. Al needs a much higher speed** based on Machinery's
Handbook. My first intro to practicing thread cutting was a mess because of
I was timorous with the speeds.
A 10X loop + diamond flat file to make the tool razor sharp makes a world
of difference.
And tool shape is another variable. ***
Truth in lending: I am still learning and will never be any where as good as the old
curmudgeons ( actually thinking of a cruder phrase I learned from them
machine shop so long ago.
*Some recommend no fluid with carbides. Ask out experts here for
their experience.
** << http://www.americanmachinetools.com/ima ... ble_33.jpg >>
<< http://4.bp.blogspot.com/-EXu5DtP7J04/U ... +drill.jpg >>
<< http://www.smithy.com/machining-referen ... ng/page/21 >>
*** << http://www.machinistblog.com/wp-content ... athe10.gif >>
No coolant used to eliminate thermal shock to tool

{kind=link}
{kind=link}
{kind=link}
Re: threading titanium tube for endcaps
I know I'm late to the thread.
I made a youtube video on single point threadmilling. I'm a huge Bobcad user and fan, but Advent 2008 is free and does a very good job. I did an AR-15 lower in Titanium and thread milled the buffer tube exactly the same way I did it in aluminum in the video below. I just adjusted for the correct feeds and speeds.
https://www.youtube.com/watch?v=rRzCDZt8ZsY
-Jim
I made a youtube video on single point threadmilling. I'm a huge Bobcad user and fan, but Advent 2008 is free and does a very good job. I did an AR-15 lower in Titanium and thread milled the buffer tube exactly the same way I did it in aluminum in the video below. I just adjusted for the correct feeds and speeds.
https://www.youtube.com/watch?v=rRzCDZt8ZsY
-Jim
My Form 1 Monocore build on YouTube:
http://www.youtube.com/playlist?list=PLH37sv2ySHmB1tTivFYIF8y2CW8rmiZRi
http://www.youtube.com/playlist?list=PLH37sv2ySHmB1tTivFYIF8y2CW8rmiZRi
Re: threading titanium tube for endcaps
kingjamez wrote:I know I'm late to the thread.
I made a youtube video on single point threadmilling. I'm a huge Bobcad user and fan, but Advent 2008 is free and does a very good job. I did an AR-15 lower in Titanium and thread milled the buffer tube exactly the same way I did it in aluminum in the video below. I just adjusted for the correct feeds and speeds.
https://www.youtube.com/watch?v=rRzCDZt8ZsY
-Jim
Masterful, well thought out, informative, and pedagogically successful.
Thank you for tutorial.