My TI .308 build
Posted: Mon Sep 15, 2014 12:07 am
I have been reading alot on here and doing research and finally came up with a simple design I wanted to build. I have stamps for 3 cans so after some comparison testing I may change the design a little for the next 2. I ended up building this one out of titanium to try to trim a little weight over stainless. It will mostly be used on my .260 competition rifle but I may put it on my 300wm from time to time so I went a little heavier than originally planned for that reason. I originally set out to make a reflex design but after seeing how little of an area this would have given because my barrel is quite fat I just decided to make a little longer blast chamber instead.
So the specs are roughly, 1.5 .032wall grade 9 TI, 10.5 long, blast chamber 1.75 long .100wall + .032 tube, baffles .070 wall + tube, the baffles themselves are progressively thinner as they go ending at .100 end cap. All are made from grade 5 TI. The core is fully welded and the tube is a tight press fit over the core.
I used a miller syncrowave 180 welder, dual flow regulator for back purging, CK pyrex gas lens kit and 1/16 tungston. I test welded the cutoffs from the baffles and then smashed them with a hammer to test weld penetration/stregenth. I expected to do quite a bit of test welding on some scrap I ordered to practice on but the first test weld went great so I just let it fly on the core. It came out great with no oxygen contamination. The only issue was the core took on a little bow during welding. I tried to keep the welds spaced and 180deg from eachother as i went and I used alot of tac welds before starting. The baffles all slip fit together and I used a threaded rod to keep lite tension on the stack while welding. I also used a brass fitting and perforated drain to backpurge argon during welding.
after tacking the stack was running true between centers. after welding the core I had a .020 bow in the center of the stack. I spent about 2 hours carefully spot heating and cooling the core with the tig to straighten it. It took a while but I got it back straight. My next build I will be working on a weld positioner first and just doing a single run around the core in one shot and likely will leave enough material on each baffle so I and true each one after welding. then I can cut the final od and id after welding each individual baffle. It seems this would be the easiest way of achiving a dead true core and eliminating heat distortion. I dont know how much is normal as I have not worked with TI before. It seems to be alot to me though.
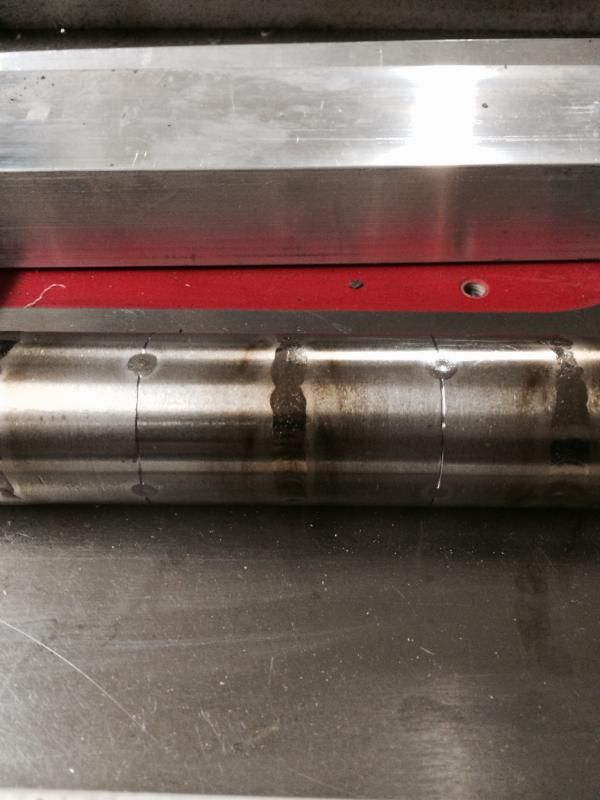
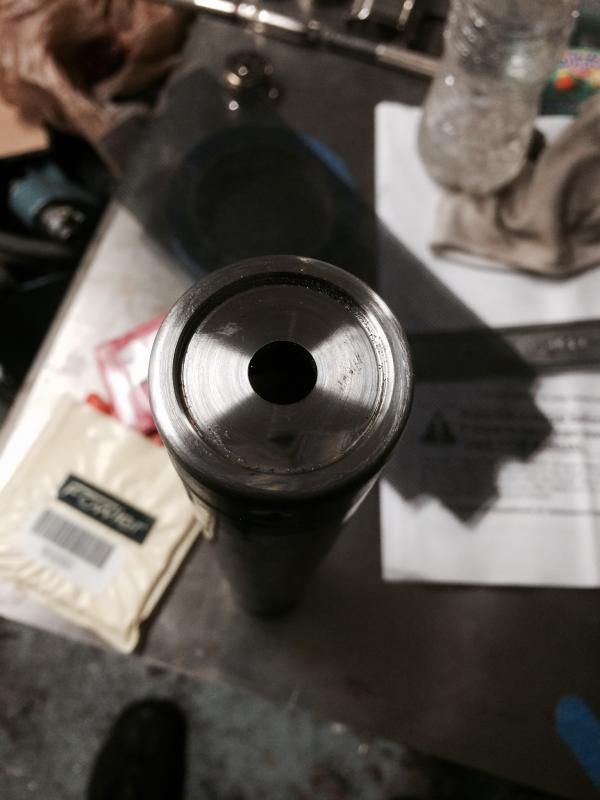
So anyway here are some photos I took while in the shop. I got to the range today and test fired 35 rounds and it went great. POI moved down .2mil with it attached. I only had time to run to the indoor range so I am not sure about sound but it seemed good. I pulled my ear plugs for 1 shot and it was not bad at all, no ringing ears which is good. I made a few more cuts not shown in the pictures and relieved the mount down to barrel diameter to shave some weight. it ended up at 21oz which is a little heavier than I wanted but like I said I wanted to make sure it would be safe on the 300wm. If I would of gone with my original dimensions I think it would of been closer to 19oz.




So the specs are roughly, 1.5 .032wall grade 9 TI, 10.5 long, blast chamber 1.75 long .100wall + .032 tube, baffles .070 wall + tube, the baffles themselves are progressively thinner as they go ending at .100 end cap. All are made from grade 5 TI. The core is fully welded and the tube is a tight press fit over the core.
I used a miller syncrowave 180 welder, dual flow regulator for back purging, CK pyrex gas lens kit and 1/16 tungston. I test welded the cutoffs from the baffles and then smashed them with a hammer to test weld penetration/stregenth. I expected to do quite a bit of test welding on some scrap I ordered to practice on but the first test weld went great so I just let it fly on the core. It came out great with no oxygen contamination. The only issue was the core took on a little bow during welding. I tried to keep the welds spaced and 180deg from eachother as i went and I used alot of tac welds before starting. The baffles all slip fit together and I used a threaded rod to keep lite tension on the stack while welding. I also used a brass fitting and perforated drain to backpurge argon during welding.
after tacking the stack was running true between centers. after welding the core I had a .020 bow in the center of the stack. I spent about 2 hours carefully spot heating and cooling the core with the tig to straighten it. It took a while but I got it back straight. My next build I will be working on a weld positioner first and just doing a single run around the core in one shot and likely will leave enough material on each baffle so I and true each one after welding. then I can cut the final od and id after welding each individual baffle. It seems this would be the easiest way of achiving a dead true core and eliminating heat distortion. I dont know how much is normal as I have not worked with TI before. It seems to be alot to me though.
So anyway here are some photos I took while in the shop. I got to the range today and test fired 35 rounds and it went great. POI moved down .2mil with it attached. I only had time to run to the indoor range so I am not sure about sound but it seemed good. I pulled my ear plugs for 1 shot and it was not bad at all, no ringing ears which is good. I made a few more cuts not shown in the pictures and relieved the mount down to barrel diameter to shave some weight. it ended up at 21oz which is a little heavier than I wanted but like I said I wanted to make sure it would be safe on the 300wm. If I would of gone with my original dimensions I think it would of been closer to 19oz.